
The low-temperature tail gas generated during dry ice production can be recycled. Approximately 1.2 tons of liquid CO₂ can be recovered for every ton of dry ice produced, significantly reducing production costs. By applying technologies such as recovery, liquefaction, and separation to the low-temperature CO₂ gas generated in the dry ice production process, food-grade liquid CO₂ products can be obtained, reducing the amount of liquid CO₂ consumed per unit of dry ice production.
CO2 product details




Dry ice tail gas recovery system
The tail gas of CO2 is recovered
Category:
CO2 recovery plant
Product Overview
- Mature process with stable operation.
- Low energy consumption and fast liquefaction speed.
- High degree of automation with remote monitoring capability.
- Customizable process according to user requirements.
The utilization rate of CO2 has been improved.
The tail gas undergoes condensation, compression, and liquefaction processes to obtain food-grade liquid CO₂.
Tail Gas Capture:
Hoods or ducts are installed near the dry ice press or pelletizer to collect the low-pressure CO2 tail gas generated during dry ice production.
Gas Purification:
Collected exhaust gas may contain trace impurities such as oil residue, moisture, and dust. These gases first enter a purification unit where filters and adsorbents (e.g., activated carbon) remove impurities to protect downstream compressors and equipment.
Pressurized Compression:
Purified CO₂ gas enters multi-stage compressors. Due to the low pressure of the exhaust gas, compressors elevate its pressure to the high pressure required for liquefaction (typically 60-80 bar).
Condensation and Liquefaction:
The compressed, high-temperature, high-pressure CO₂ gas enters a condenser. Cooling media (such as cooling water or refrigerant) lower its temperature, causing it to condense into high-pressure liquid CO₂.
Return to Storage Tank:
The liquefied CO₂ is directly transported back to the liquid CO₂ storage tank, where it mixes with fresh liquid CO₂ and re-enters the dry ice production process.
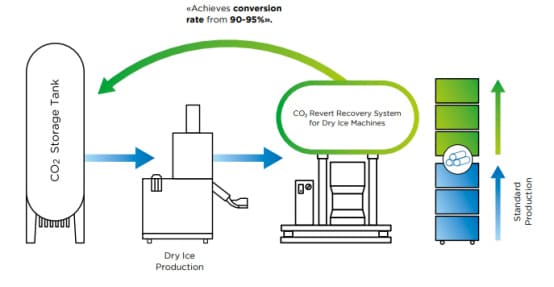
Diagram showing the complete CO2 recovery process from capture to purification and storage.
Related Products




Product Categories
CO₂ Capture Plant
CO₂ Recovery Plant
CO₂ Storage & Transport
CO₂ EPC Engineering
CO₂ Related Products