
Project for recovering CO₂ from tail gas of ethylene cracking unit
Core Performance Metrics
Product grade
product grade
Reducing carbon footprint while creating value
Purity of CO₂ recovery
99.97%
Exceeding food-grade quality standards
Energy recovery rate
85%
Compared to conventional systems
Annual recycling volume
150000 tons
Fast return on investment

Client Name
LG Chem of South Korea
Project Location
Yeosu Petrochemical Complex, South Korea
Commissioning Date
September 2022
Equipment Model
FTR-CHEM300
Special requirements of the chemical industry
Industry characteristics
-
The composition of cracking gas is complex.
-
"Requirements for High-Pressure Working Conditions"
-
"Food-grade CO₂ required"

A real scene picture of the chemical plant area
The existing fermentation facility with outdated CO₂ emission systems requiring urgent environmental and efficiency upgrades.
Our Solution
Close-up series pictures of the equipment
"PSA Pretreatment Unit" ── "Low-Temperature Distillation Column ── "Catalytic Oxidation Dehydrocarbon" ──"Liquid storage system.
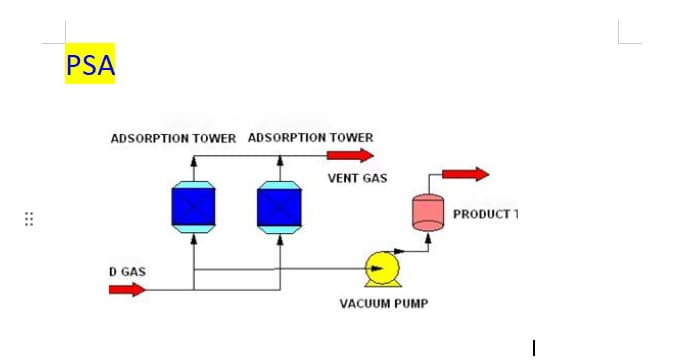
Process flow chart
"PSA Pretreatment Unit" ── "Low-Temperature Distillation Column ── "Catalytic Oxidation Dehydrocarbon" ──"Liquid storage system.

Technical breakthrough
──"Trace Sulfur Removal Technology" ──"Three-stage Compression System" ── "APC Advanced Control"
Project Results
Economic Benefits Analysis
| Benefit Category | Value | Impact |
|---|---|---|
| CO₂ Product Value | $120/ton | Additional revenue stream |
| Steam Recovery | $2M/year | Waste heat utilization |
| Payback Period | 3.2 years | Fast ROI |
| Carbon Credits | $450k/year | Environmental compliance |

"This CO₂ recovery system has revolutionized our petrochemical operations. By converting our ethylene cracking byproducts into high-purity CO₂, we've achieved both environmental compliance and created a new profit center. The system's ability to handle complex gas compositions while delivering 99.97% purity has surpassed our most stringent quality requirements."
Nguyen Van Minh
Operations Director, Vietnam Beverages Ltd.
Equipment Technical Parameters
FTR-CHEM300 Technical Specifications
| Parameter | Specification | Technical Notes |
|---|---|---|
| Gas Processing Capacity | 15,000 Nm³/h | For ethylene cracking flue gas |
| Operating Pressure | 2.5-3.8 MPa | High-pressure process optimized |
| Hydrocarbon Content | <5 ppm | Advanced catalytic oxidation |
| Liquefaction Capacity | 20 t/h | High-efficiency cryogenic system |
| System Availability | ≥96% | Redundant design for reliability |
| Energy Consumption | 1.05 kWh/kgCO₂ | With heat recovery system |